Особенности и применение входных модулей металлического класса
Особенности и применение ступенчатых модулей
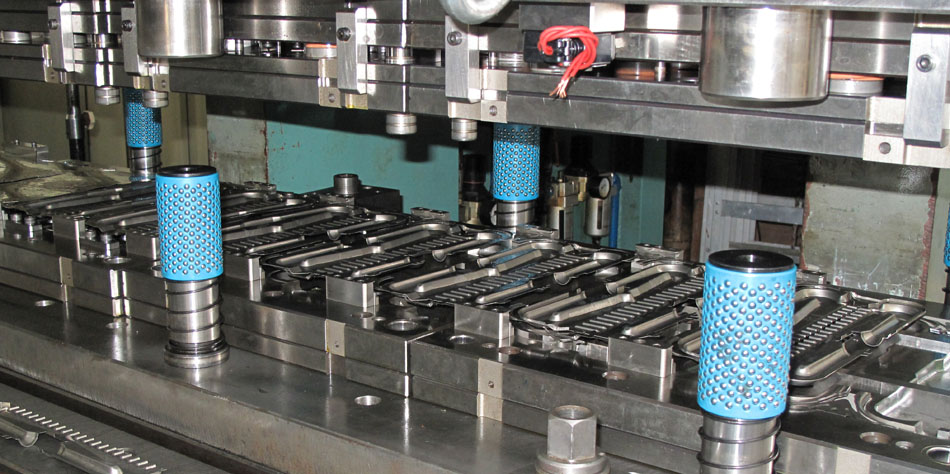
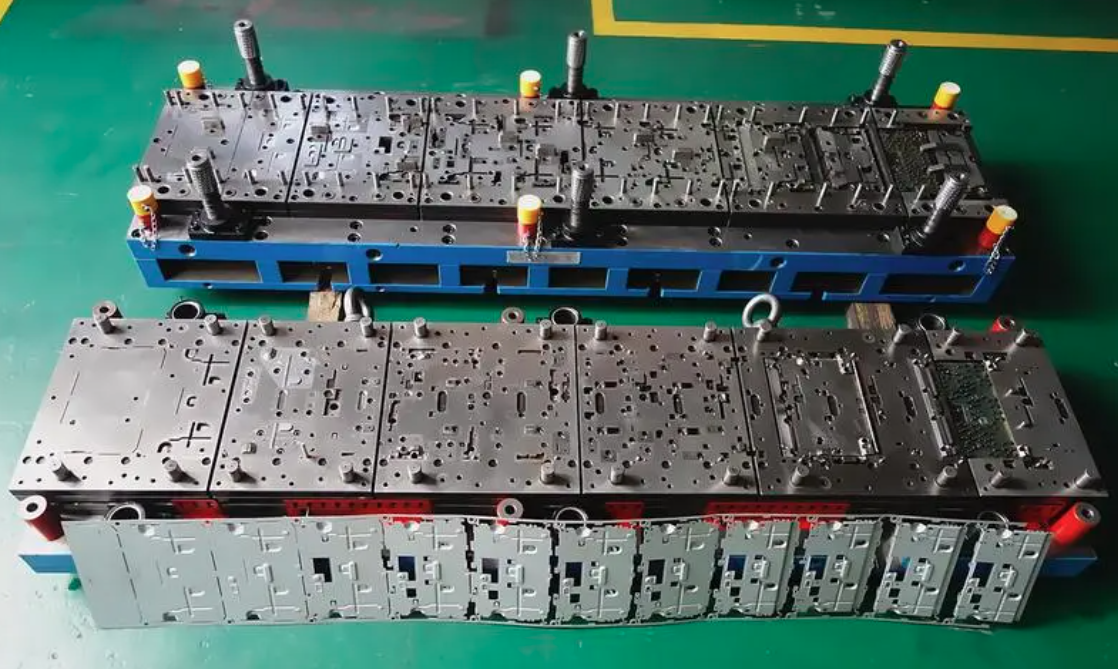
Ступенчатый штамп относится к штамповочному штампу холодной штамповки, который одновременно выполняет несколько процессов штамповки на одном наборе пресс - форм, используя несколько различных рабочих станций в одном процессе штамповки. Форма завершает каждый процесс штамповки, лента перемещается на фиксированном расстоянии, пока продукт не будет завершен.
Особенности ступенчатых модулей
(1) Ступенчатый входной модуль может выполнять несколько процессов, таких как штамповка, изгиб, формование и глубокий штамп. Этот пресс может штамповать одну или несколько деталей на ход и, следовательно, имеет более высокую производительность труда, чем композитный модуль.
(2) Использование ступенчатой штамповки может уменьшить количество оборудования, пресс - форм и цеховых площадей и сэкономить на транспортировке и хранении полуфабрикатов.
(3) В ступенчатом входном модуле используется рулон или лента, что позволяет легко автоматизировать подачу, подачу и укладку. Во время штамповки автоматической ступенчатой входной формы рабочим не нужно входить в опасную зону, обеспечивая безопасную работу.
(4) Различные процессы ступенчатого вводного модуля разбросаны по различным позициям, композитный модуль не имеет проблем с « минимальной толщиной стенки», поэтому форма имеет более высокую прочность и более длительный срок службы.
(5) Структура входной модели этого класса сложна, точность изготовления высокая, длительный цикл, высокая стоимость, трудности с обслуживанием.
(6) Поскольку каждый процесс выполняется на разных позициях, кумулятивная ошибка позиционирования влияет на точность деталей, поэтому точность деталей, производимых ступенчатыми моделями, невелика.
Применение ступенчатых модулей
Если штамповочный элемент использует многоступенчатый входной модуль, следует учитывать следующие аспекты:
(1) Конструкция, производство и обслуживание ступенчатых входных форм
Структура многопозиционной входной модели довольно сложная, точность изготовления намного выше, чем требования обычной формы. После каждого массового производства необходимо провести техническое обслуживание, шлифование лезвия и пробный штамп, прежде чем его можно будет использовать на складе. Некоторые небольшие выпуклые формы и плагины должны быть заменены сразу же после износа или повреждения. При изгибе, растяжении и формовании края выпуклого и вогнутого штампов с многопозиционным входным модулем необходимо одновременно корректировать относительную высоту других деталей. Высота выпуклых и вогнутых форм, используемых для изгиба, вытягивания и формования многоступенчатых входных форм, часто различна, поэтому относительные различия, необходимые для первоначальной конструкции, должны быть сохранены после шлифования края. Должны быть рабочие технического обслуживания определенного уровня и необходимое относительно сложное профессиональное оборудование.
(2) Применимое давление
Пресс, используемый в ступенчатом вводном модуле, должен обладать достаточной прочностью, жесткостью, мощностью, точностью, большим рабочим столом и надежной тормозной системой. Маршрут штампа не должен быть слишком большим, чтобы гарантировать, что направляющая система шаблона не будет разделена во время работы. Как правило, работы должны выполняться ниже 80% от номинального давления пресса. В многопозиционном входном модуле должен быть создан механизм обнаружения неисправностей подачи стержня. После того, как контрольный механизм подаст сигнал, тормозная система должна быть в состоянии немедленно остановить пресс, чтобы избежать повреждения формы или станка.
(3) Хорошие обработанные материалы
Промежуточный отжиг не допускается в процессе штамповки ступеней, что затрудняет добавление смазки в процессе обработки. Поэтому механические свойства штампованного материала должны быть относительно стабильными, и каждая партия материала, поступающего на завод, должна быть испытана и проверена в соответствии с правилами; Входная штамповка ступеней предъявляет высокие требования к допуску ширины и толщины используемой полосы и выравниванию края материала, поскольку они напрямую влияют на эффект штамповки и подачу полосы.
(4) штамповочные детали должны быть пригодны для многоуровневой штамповки
Производство и объем обработанных деталей должны быть достаточно большими.
Материальные характеристики многопозиционных входных форм ниже, чем у других.
Точность подачи и кумулятивная погрешность между каждым шагом не должны снижать точность детали.
Для деталей сложной формы, которые трудно определить после штамповки, идеально использовать многопозиционные входные модули.